Capacity Requirement Planning Guide for Manufacturing

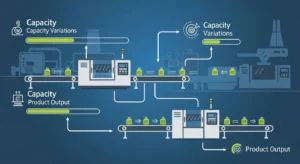
Modern manufacturing depends on careful planning and efficient use of resources. Companies must ensure that machines, labor, and production facilities can meet demand without delays or shortages. One important concept that helps achieve this goal is capacity requirement planning.
Capacity requirement planning is a production management method that evaluates whether a company has enough resources to meet its planned production schedule. It is commonly used in operations management, manufacturing planning, and supply chain planning.
By analyzing production schedules, machine capacity, and labor availability, businesses can predict if their resources will support future demand. This process helps organizations improve production efficiency, manage production workflow, and avoid costly bottlenecks.
Many modern manufacturing operations also combine this planning method with enterprise resource planning systems to support better decision-making.
What Is Capacity Requirement Planning (CRP)
Capacity requirement planning refers to a process used to determine whether production resources are sufficient to meet planned manufacturing demand. It analyzes production scheduling, machine capacity, and labor capacity to ensure that operations can run smoothly.
In manufacturing environments, companies often create a master production schedule that outlines the quantity and timing of products to be manufactured. After this schedule is created, planners evaluate whether the available work centers and machines can handle the required workload.
CRP works closely with material requirements planning, which focuses on ensuring that raw materials are available. While material requirements planning ensures materials are ready, CRP ensures that production capacity is available to complete the work. Together, these planning systems support efficient production management and help manufacturers maintain consistent output.

Why Capacity Requirement Planning Is Important
Production environments can be complex, especially when companies handle multiple products, machines, and workforce schedules. Without a structured planning system, manufacturers may experience delays, resource shortages, or inefficient production. Capacity requirement planning helps organizations align production demand with available resources. When businesses understand their capacity limits, they can improve resource utilization and maintain stable operations.
Another benefit is better control over manufacturing operations. Managers can identify production bottlenecks before they affect delivery schedules. This allows organizations to adjust production plans, allocate additional labor, or modify production workflows.
Accurate demand forecasting also becomes easier when companies understand their operational capacity. As a result, production management teams can make more informed decisions and maintain consistent supply chain performance.
Key Components
Several important elements support effective production capacity planning. These components help organizations analyze production requirements and evaluate resource availability.
Master production schedule: This schedule defines what products must be produced and when they should be completed.
Work centers: A work center represents a location where manufacturing tasks take place, such as assembly lines or machining stations.
Machine capacity: Manufacturers must determine how much work each machine can perform within a specific time period.
Labor capacity: Workforce availability, skill levels, and working hours influence how efficiently production tasks can be completed.
Routing information: It describes the sequence of operations required to produce a product and helps planners estimate the total workload for each production stage.
When all these components work together, organizations can accurately analyze resource allocation and optimize production systems.
Steps in the Capacity Requirement Planning Process
The capacity planning process involves several stages that help businesses analyze demand and determine available production capacity.
Step 1: Develop the Master Production Schedule
The process begins with the creation of a master production schedule. This document defines what products must be manufactured and when production should occur.
The schedule is usually based on demand forecasting, customer orders, and inventory levels.
Step 2: Identify Work Centers
Next, planners identify the work centers involved in the production process. Each work center has its own capacity limits based on equipment and labor resources.
Understanding these limits helps planners determine how much work each station can handle.
Step 3: Calculate Load Requirements
At this stage, the workload required for each operation is calculated. This includes estimating machine time, labor hours, and other production resources.
These calculations help determine whether production demand exceeds available capacity.
Step 4: Compare Load with Available Capacity
After calculating workloads, planners compare them with actual production capacity. If the workload is higher than available resources, adjustments may be necessary.
This analysis helps manufacturers maintain balanced operations.
Step 5: Adjust Production Plans
When capacity shortages are identified, companies may adjust their production plans. This could involve rescheduling tasks, increasing labor hours, or improving production workflow.
These adjustments help ensure that manufacturing operations remain efficient and stable.
Types of Capacity in Manufacturing
Manufacturers typically evaluate different types of capacity when analyzing production systems.
Design capacity: Refers to the maximum production level that equipment can achieve under ideal conditions.
Effective capacity: represents the realistic production level that can be achieved after considering maintenance, worker breaks, and operational constraints.
Actual capacity: refers to the real production output achieved during operations. It reflects how efficiently the production system performs under normal conditions.
Understanding these capacity levels helps organizations improve the capacity utilization rate and make better decisions about resource planning.
Capacity Requirement Planning Example
Consider a furniture manufacturing company that produces wooden tables and chairs. The company plans to manufacture 500 tables next month based on customer demand.
Each table requires two hours of machine time in the cutting department and one hour of assembly work. The company has machines that operate for eight hours per day and workers who perform assembly tasks.
Production planners analyze whether the available machines and workforce can handle the required workload. If the calculations show insufficient machine capacity, the company may increase working hours or adjust the production schedule. This practical example shows how capacity requirement planning supports effective production resource planning and prevents operational disruptions.
Difference Between Capacity Requirement Planning and MRP
Although capacity planning and material planning are related, they serve different purposes. Material requirements planning focuses on ensuring that raw materials and components are available for production. It calculates material demand based on production schedules. CRP focuses on whether machines, work centers, and labor resources can handle the planned workload.
In most manufacturing systems, material requirements planning is performed first. After material needs are identified, capacity requirement planning evaluates whether production resources can complete the required work. Together, these systems form an important part of manufacturing resource planning and support efficient operations management.
Benefits of Capacity Requirement Planning
Effective capacity planning provides several advantages for manufacturing organizations.
- One major benefit is improved production efficiency. When businesses understand their capacity limits, they can organize operations more effectively.
- Another advantage is better resource utilization. Machines and workers can be scheduled more efficiently, which reduces idle time and improves productivity.
- Production delays can also be minimized because planners can detect bottlenecks early and adjust production schedules accordingly.
- In addition, companies can improve customer satisfaction by ensuring that products are delivered on time.
These benefits make capacity requirement planning an essential part of modern manufacturing planning strategies.
Challenges in Capacity Requirement Planning
Despite its benefits, organizations may face challenges when implementing capacity planning systems.
One common challenge is inaccurate demand forecasting. If demand predictions are incorrect, production schedules may not match real market requirements. Resource constraints can also create difficulties. Limited machine availability or workforce shortages may restrict production capacity.
Another challenge involves scheduling conflicts. When multiple products require the same machines or work centers, planners must carefully balance workloads. To overcome these challenges, companies often rely on production scheduling software and advanced analytics tools.
Tools and Software Used
Many organizations use technology solutions to support capacity planning activities. Enterprise resource planning systems integrate production planning, inventory management, and resource allocation within a single platform.

Manufacturing planning software helps companies analyze production data, evaluate machine utilization, and monitor operational performance.
Production scheduling tools also allow managers to visualize workloads and optimize production workflow. By using these digital tools, manufacturers can improve operational efficiency and maintain accurate capacity planning strategies.
Best Practices for Effective Capacity Planning
Organizations can improve their production capacity management by following several best practices. Accurate demand forecasting is essential. Businesses should analyze historical sales data and market trends to predict future demand.
Continuous monitoring of production systems is also important. Managers should track machine performance, labor productivity, and operational efficiency. Integration with enterprise resource planning platforms can further enhance planning accuracy.
Finally, organizations should regularly review production processes and identify opportunities to improve capacity utilization. These practices help businesses maintain efficient manufacturing operations and support long-term growth.
Conclusion
Capacity requirement planning plays a vital role in modern manufacturing and operations management. It helps organizations analyze production capacity, allocate resources efficiently, and maintain stable production workflows.
By evaluating machine capacity, labor availability, and production schedules, businesses can ensure that their manufacturing operations run smoothly. When combined with modern planning tools and accurate forecasting methods, this planning approach supports improved productivity and long-term operational success.





Post Comment